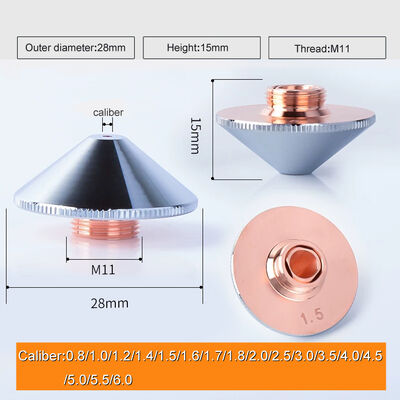
Kjellberg Plasma Torch Nozzle.11.848.221.430 G2330 Đối với Máy cắt plasma
1. HEC Brand
Chúng tôi sản xuất hệ thống cắt kim loại và máy cắt plasma cũng như ngọn đuốc và vật liệu tiêu thụ. Chúng tôi sản xuất máy cắt plasma và máy cắt laser sợi với chất lượng cao và đáng tin cậy.
2. Hiệu suất cắt
Các vật liệu tiêu thụ plasma của HEC sử dụng vật liệu chất lượng cao và quy trình tiêu chuẩn để đảm bảo chất lượng cao nhất.
3Giá tốt.
HEC plasma consumables là chất lượng tốt với giá thấp làm cho khách hàng yêu cầu tốt nhất và tiết kiệm tiền.
4. Nhóm lớn
HEC bán tất cả các loại vật liệu tiêu thụ plasma bao gồm, EASB, Kjellberg, Koike và cũng cung cấp một số ngọn đuốc.

| Máy |
HEC NO. |
Thum NO |
Đề nghị không. |
Mô tả |
|
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Thép carbon)
|
K94211 |
G901Y |
.11.848.201.142 |
ống làm mát |
| K94212 |
G902Y |
.11.852.201.142 |
ống làm mát |
| K94241 |
G931Y |
.11.848.401.142 |
ống làm mát |
| K0402 |
G002Y |
.11.848.221.300 |
O2 cathode |
| K0105 |
G015Y |
.11.848.231.350 |
O2 cathode |
| K0101 |
G011Y |
.11.848.231.320 |
O2 cathode |
| K0106 |
G016Y |
.11.848.231.360 |
O2 cathode |
| K0402 |
G092Y |
.11.848.401.310 |
O2 cathode |
| K7441 |
G101 |
.11.848.221.145 |
Hướng dẫn khí |
| K1466 |
G2006 |
.11.848.221.406 |
Khẩu O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
Nóc O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
Nắp vòi |
| K641515 |
G4015 |
.11.848.201.1515 |
Ốp khí xoay |
| K641220 |
G4020 |
.11.848.201.1520 |
Ốp khí xoay |
| K44191 |
G501 |
.11.848.201.081 |
Nắp bảo vệ |
| K0403 |
G003Y |
.11.848.221.310 |
Gathode -O2 |
| K7442 |
G102 |
.11.848.221.146 |
Hướng dẫn khí |
| K1466 |
G2006Y |
.11.848.221.406 |
O2 của vòi phun |
| K1467 |
G2007Y |
.11.848.221.407 |
O2 của vòi phun |
| K1468 |
G2008Y |
.11.848.221.408 |
O2 50A |
| K14610 |
G2010Y |
.11.848.221.410 |
Khẩu O2 80A |
| K14612 |
G2012Y |
.11.848.221.412 |
O2 120A |
| K14614 |
G2014Y |
.11.848.221.414 |
Khẩu O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
Nấm O2 200A |
| K14826 |
G2326Y |
.11.848.221.426 |
Tiếng phun |
| K14830 |
G2330Y |
.11.848.221.430 |
Tiếng phun |
| K14831 |
G2331Y |
.11.848.221.431 |
Tiếng phun |
| K11014 |
G2514 |
.11.848.311.614 |
Tiếng phun |
| K11015 |
G2515 |
.11.848.311.615 |
Tiếng phun |
| K11016 |
G2516 |
.11.848.311.616 |
Tiếng phun |
| K11018 |
G2518 |
.11.848.311.618 |
Tiếng phun |
| K11125 |
G2725 |
.11.848.411.625 |
Tiếng phun |
| K11127 |
G2727 |
.11.848.411.627 |
Tiếng phun |
| K11129 |
G2729 |
.11.848.411.629 |
Tiếng phun |
| K541228 |
G3028 |
.11.848.201.1628 |
Nắp vòi |
| K641522 |
G4022 |
.11.848.201.1522 |
Ốp khí xoay |
| K641525 |
G4025 |
.11.848.201.1525 |
Ốp khí xoay |
| K641530 |
G4030 |
.11.848.201.1530 |
Ốp khí xoay |
| K04242 |
G032Y |
.11.848.421.310 |
O2 cathode |
| K04244 |
G034Y |
.11.848.421.330 |
O2 cathode |
| K74251 |
G121 |
.11.848.421.145 |
Hướng dẫn khí |
| K14826 |
G2326Y |
.11.848.421.426 |
Nấm O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
Nấm O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
Nổ -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
Nắp vòi |
| K541419 |
G3219 |
.11.848.401.1619 |
Nắp vòi |
| K541429 |
G3229 |
.11.848.401.1629 |
Nắp vòi |
| K641745 |
G4345 |
.11.848.401.1545 |
Ốp khí xoay |
| K641750 |
G4350 |
.11.848.401.1550 |
Ốp khí xoay |
| K641755 |
G4355 |
.11.848.401.1555 |
Ốp khí xoay |
| K44201 |
G521 |
.11.848.401.081 |
Nắp bảo vệ |
| K94211 |
G901Y |
.11.848.201.142 |
ống nước |
| K94212 |
G902Y |
.11.852.201.142 |
ống nước |
| K94241 |
G931Y |
.11.848.401.142 |
ống nước |
Hỗ trợ kỹ thuật:
cắt plasmalà một quá trình cắt thông qua vật liệu dẫn điện bằng một luồng plasma nóng tăng tốc. Các vật liệu điển hình được cắt bằng quá trình này bao gồm thép, nhôm,đồngvà đồng mặc dù các kim loại dẫn điện khác cũng có thể được cắt. cắt plasma thường được sử dụng trong chế tạo và các tiệm hàn, sửa chữa và phục hồi ô tô, xây dựng công nghiệp,Các hoạt động cứu vớt và tháo dỡDo tốc độ cao, cắt chính xác, kết hợp với chi phí hoạt động thấp, cắt plasma thấy một sử dụng rộng rãi từ các ứng dụng CNC công nghiệp quy mô lớn xuống các cửa hàng sở thích nhỏ.
Quá trình:
Quá trình cắt plasma cơ bản liên quan đến việc tạo ra một kênh điện của khí ion hóa, tức là plasma từ máy cắt plasma chính nó, thông qua phần làm việc để được cắt,do đó tạo thành một mạch điện hoàn thành trở lại máy cắt plasma thông qua một kẹp nối đấtĐiều này được thực hiện bằng một khí nén (oxygen, không khí, trơ và những người khác tùy thuộc vào vật liệu được cắt) được thổi qua một vòi phun tập trung với tốc độ cao về phía mảnh làm việc.Một vòng cung điện sau đó được hình thành trong khí, giữa một điện cực gần hoặc tích hợp vào vòi khí và bản thân mảnh làm việc.Khi điện từ ngọn đuốc cắt di chuyển xuống plasma này nó cung cấp đủ nhiệt để tan chảy thông qua các mảnh làm việcĐồng thời, phần lớn plasma tốc độ cao và khí nén thổi kim loại nóng chảy đi, do đó tách biệt, tức là cắt qua mảnh làm việc.
Cắt plasma là một phương tiện hiệu quả để cắt các vật liệu mỏng và dày.và các ngọn đuốc được điều khiển bằng máy tính mạnh mẽ hơn có thể cắt thép dày lên đến 150 mm.[1]Vì máy cắt plasma tạo ra một "côn" rất nóng và rất định vị để cắt, chúng cực kỳ hữu ích để cắt kim loại bằng tấm có hình dạng cong hoặc góc.
ety:
Bảo vệ mắt thích hợp (nhưng không phải kính hàn khí vì chúng không cung cấp bảo vệ tia UV) và tấm che mặt là cần thiết để ngăn ngừa tổn thương mắt được gọi là mắt cung cũng như thiệt hại từ mảnh vỡ,theo Arc WeldingNó được khuyến cáo để sử dụng kính kính màu xanh lá cây bóng # 8 hoặc # 9 để cắt để ngăn chặn các võng mạc được "bùng sáng" hoặc bị cháy. OSHA khuyến cáo một bóng 8 cho Arc hiện tại dưới 300,nhưng lưu ý rằng "Những giá trị này áp dụng khi các cung thực tế được nhìn thấy rõ ràngKinh nghiệm đã chỉ ra rằng các bộ lọc nhẹ hơn có thể được sử dụng khi vòng cung bị che khuất bởi mảnh làm việc.
Găng tay da, áo chải và áo khoác cũng được khuyến cáo để ngăn ngừa bỏng do tia lửa và mảnh vụn.