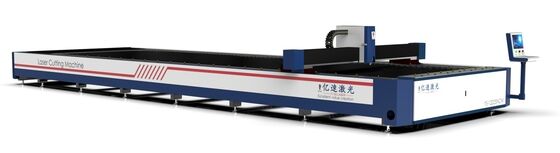
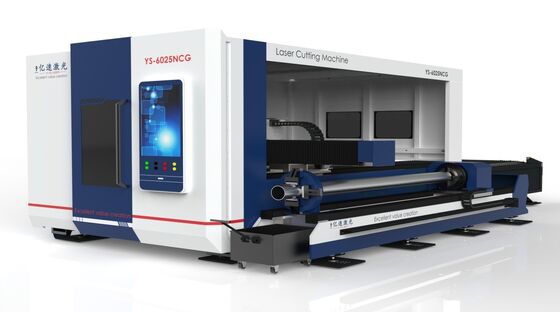
Phụ kiện Hj Focus của Kjellberg Trong những năm gần đây, chúng tôi đã được bán ở rất nhiều quốc gia và khu vực ở Châu Âu và Châu Á và có được danh tiếng tốt với chất lượng tuyệt vời. Để đáp ứng yêu cầu của khách hàng và cải thiện chất lượng sản phẩm, công ty chúng tôi đã thực hiện sản xuất tự động hóa điều khiển số, và cam kết sản xuất các sản phẩm có chất lượng tốt nhất.
Công ty chúng tôi áp dụng chế độ quản lý hiện đại và cống hiến cho thiết kế hiệu suất cao và sản xuất thiết bị hàn & cắt, với sự cải tiến về kỹ thuật liên tục. Tất cả nhân viên của chúng tôi đang cố gắng hiện thực hóa mục tiêu "Tạo thương hiệu Trung Quốc, Xây dựng doanh nghiệp hạng nhất", với tinh thần "Trung thực và thực dụng, nỗ lực tiên phong và tìm kiếm sự hoàn hảo với sự kiên trì".
Cam kết của công ty: suy nghĩ những gì khách hàng nghĩ, lo lắng những gì khách hàng lo lắng, trong thời gian giao hàng và dịch vụ theo dõi cao.
| Máy móc | HEC SỐ | Thum NO. | Số tham chiếu | Sự miêu tả |
Hif Focus 280i
Hif Focus 360i
Hif Focus 440i
(Thép không gỉ)
| K94231 | G971 | .11.848.211.142 | Ống làm mát |
| K0424 | G044 | 11.848.211.530 | Cathode |
| K0422 | G042 | .11.848.211.510 | Cathode ArH2 |
| K7441 | G101 | .11.848.221.145 | Hướng dẫn khí |
| K14610 | G2010 | .11.848.221.410 | Vòi phun O2 80A |
| K541208 | G3008 | .11.848.201.1608 | Nắp vòi |
| K541218 | G3018 | .11.848.201.1618 | Nắp vòi |
| K641522 | G4022 | .11.848.201.1522 | Nắp bình khí xoáy |
| K641525 | G4025 | .11.848.201.1525 | Nắp bình khí xoáy |
| K0432 | G052 | .11.848.311.510 | Cathode |
| K7445 | G105 | .11.848.221.149 | Hướng dẫn khí |
| K141016 | G2516 | .11.848.311.616 | Vòi phun |
| K641830 | G4530 | .11.848.311.1530 | Nắp bình khí xoáy |
| K44191 | G501 | .11.848.201.081 | Mũ bảo hộ |
| K04261 | G071 | .11.848.411.500 | Cathode ArH2 |
| K74255 | G125 | .11.848.421.149 | Hướng dẫn khí |
| K141125 | G2725 | .11.848.411.625 | Vòi ArH2 |
| K141127 | G2727 | .11.848.411.627 | Vòi ArH2 |
| K141129 | G2729 | .11.848.411.629 | Vòi ArH2 |
| K541409 | G3209 | .11.848.401.1609 | Nắp vòi |
| K541419 | G3219 | .11.848.401.1619 | Nắp vòi |
| K541429 | G3229 | .11.848.401.1629 | Nắp vòi |
| K541449 | G3249 | .11.848.401.1649 | Nắp vòi |
| K641735 | G4330 | .11.848.401.1530 | Nắp bình khí xoáy |
| K641745 | G4335 | .11.848.401.1535 | Nắp bình khí xoáy |
| K641740 | G4340 | .11.848.401.1540 | Nắp bình khí xoáy |
| K641745 | G4345 | .11.848.401.1545 | Nắp bình khí xoáy |
| K641750 | G4350 | .11.848.401.1550 | Nắp bình khí xoáy |
| K641755 | G4355 | .11.848.401.1555 | Nắp bình khí xoáy |
| K44201 | G521 | .11.848.401.081 | Mũ bảo hộ |
| K94211 | G901Y | .11.848.201.142 | Ống nước |
| K94212 | G902Y | .11.852.201.142 | Ống nước |
| K94241 | G931Y | .11.848.401.142 | Ống nước |
Hỗ trợ kỹ thuật:
phân tích lỗi hồ quang cắt plasma
1. cắt vòi phun và điện cực
Do việc lắp đặt vòi phun không đúng cách, chẳng hạn như chỉ được thắt chặt, thiết bị của từng khối điều chỉnh không đúng, cần làm mát nước của mỏ hàn khi làm việc, không phù hợp với yêu cầu truyền vào dòng nước làm mát và hồ quang thường xuyên, sẽ gây ra sự thất bại sớm của vòi phun. Giải pháp là, theo yêu cầu của công nghệ cắt phôi và điều chỉnh đúng thiết bị của thiết bị, kiểm tra vòi phun được lắp đặt chắc chắn, thông qua vòi phun nước làm mát trước khi lưu thông nước làm mát. Khi cắt, cắt mỏ hàn và điều chỉnh độ dày phôi theo khoảng cách phôi.
2. điện áp xoay chiều đầu vào quá thấp
Máy cắt plasma sử dụng trang web có cơ sở sử dụng năng lượng lớn, các thành phần mạch chính bên trong máy cắt, v.v., sẽ làm cho điện áp AC đầu vào quá thấp. Giải pháp là kiểm tra xem có đủ công suất của đường dây cung cấp điện để đáp ứng các yêu cầu của đường dây điện của đường dây cung cấp điện trong máy cắt plasma hay không. Vị trí lắp đặt máy cắt plasma, nên cách xa thiết bị điện lớn và thường có vị trí nhiễu điện. Trong quá trình sử dụng, để thường xuyên làm sạch bụi bẩn trên các bộ phận trong máy cắt, hãy kiểm tra xem hiện tượng lão hóa dây, v.v.
3. dây đất và tiếp xúc phôi
Nối đất là một sự chuẩn bị thiết yếu trước khi cắt. Nếu không có công cụ nối đất đặc biệt, bề mặt phôi có lớp cách điện và sử dụng lâu dài dây nối đất nghiêm trọng, v.v., sẽ làm cho trái đất và phôi tiếp xúc. Giải pháp: sử dụng một công cụ nối đất đặc biệt và kiểm tra xem các hiệu ứng cách điện của mặt đất và tiếp xúc bề mặt phôi, tránh sử dụng dây nối đất cũ.
4. máy phát tia lửa không thể tự động cắt
Máy cắt plasma hoạt động, trước hết là đốt cháy hồ quang plasma, bằng khí kích thích dao động tần số cao giữa điện cực và thành trong của vòi phun, dẫn đến phóng điện tần số cao, ion hóa khí và hình thành hồ quang nhỏ cục bộ, hồ quang nhỏ bằng khí nén, đẩy ra từ vòi để đốt cháy hồ quang plasma. Đây là nhiệm vụ chính tạo ra tia lửa. Trong trường hợp bình thường, thời gian làm việc của máy phát tia lửa chỉ bằng 0. 5 ~ 1s, không thể tự động cắt bỏ các lý do cho các thành phần bảng mạch điều khiển chung, khoảng cách điện cực phóng điện giữa máy phát tia lửa là không phù hợp. Giải pháp: phải luôn luôn kiểm tra điện cực phóng điện của máy phát tia lửa, để bề mặt được nhẵn, điều chỉnh kịp thời khe hở điện cực phóng điện của máy phát tia lửa (0. 8 ~ 1. 2 mm), nếu cần, thay thế bảng điều khiển.