Nắp vòi phun Kjellberg 11.842.401.162 S3008 Dành cho phụ kiện Hij Focus của Kjellberg Thượng Hải ZhouBo Công nghệ hàn & cắt là một nhà sản xuất chuyên nghiệp plasma điện cực tiêu thụ, vòi phun, lá chắn, vòng xoáy, nắp bên trong, nắp giữ, ống nước, thân đèn pin và như vậy. Chúng tôi có hàng chục năm kinh nghiệm để xuất khẩu nhiều quốc gia, và các sản phẩm của chúng tôi rất cạnh tranh trên thế giới.
Công ty chúng tôi sản xuất:
1. vật tư tiêu hao cho HT4400, HPR400XD, HPR260XD, HPR130XD, HPR260, HPR130, HSD130, HD3070, HD4070, HT2000, MAX200, POWERMAX1650, POWERMAX1250, POWERMAX65, POWERMAX85, POWER
2. Các vật tư tiêu hao của Kjellberg cho HiF Focus80i, HiF Focus100i, HiF Focus130i, HiF Focus160i, HiF Focus280i, HiF Focus360i, HiF Focus440i, v.v.
3. Vật tư tiêu hao Esab cho PT-25, PT-36, PT-37, PT-600, PT-15XL, PT-19XL, PT-31XL, v.v.
4. Hàng tiêu dùng Koike cho SUPER 400, SUPER 400 PLU.
5. Hàng tiêu dùng plasma Komatsu cho 30KW, 60KW 3082, 3084, 3086, 6082, 6084.
| Máy móc | HEC SỐ | Thum NO. | Số tham chiếu | Sự miêu tả |
HiF Focus 130i
| K60191 | Z501 | 11.835.201.081 | Mũ bảo vệ |
| K601515 | Z4015 | .11.835.201.1561 | Mũ xoáy 1,5mm |
| K601520 | Z4020 | 11.835.201.1571 | Mũ xoáy 2.0mm |
| K601522 | Z4022 | .11.835.201.1551 | Mũ xoáy 2.2mm |
| K601525 | Z4025 | .11.835.201.1581 | Mũ xoáy 2.5mm |
| K601530 | Z4030 | .11.835.201.1591 | Mũ xoáy 3.0mm |
| K601640 | Z4140 | 11.835.401.1571 | Mũ xoáy 4.0mm |
| K601830 | Z4530 | 11.835.411.1581 | Mũ xoáy 3.0mm |
| K601835 | Z4535 | 11.835.411.1580 | Mũ xoáy 3,5mm |
| K601840 | Z4540 | 11.835.411.1591 | Mũ xoáy 4.0mm |
| K601845 | Z4545 | 11.835.411.1590 | Mũ xoáy 4.5mm |
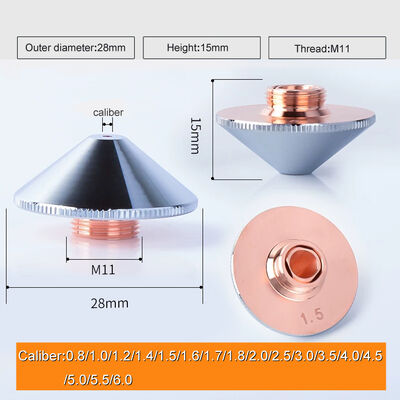
| K511204 | S3004 | 11.842.401.160 | Vòi phun 0,4mm |
| K511208 | S3008 | 11.842.401.162 | Vòi phun 0,8mm |
| K511228 | S3028 | 11.842.401.1622 | Vòi phun 0,8mm |
| K511248 | S3048 | 11.842.401.1624 | Vòi phun 0,8mm |
| K511218 | S3018 | 11.842.401.1621 | Vòi phun 0,8mm |
| K11606 | S2006X | 11.843.021.406 | Vòi phun.6.6 25A |
| K11607 | S2007X | 11.843.021.407 | Vòi phun.7.7 35A |
| K11608 | S2008X | 11.843.021.408 | Vòi phun0.8 50 / 60A |
| K11609 | S2009X | 11.843.021.409 | Vòi phun0.9 70 / 80A |
| K1610 | S2010X | 11.843.021.410 | Vòi phun1.0 80 / 90A |
| K11611 | S2011X | 11.843.021.411 | Vòi phun.1.1 / 90A |
| K1612 | S2012X | 11.843.021.412 | Vòi phun1.2 100 / 130A |
| K1614 | S2014X | 11.843.021.414 | Vòi phun1.4 130 / 160A |
| K1616 | S2016X | 11.843.021.416 | Vòi phun1.6 160A |
| K11712 | S2112X | 11.843.121.412 | Vòi phun1.2 100A |
| K11714 | S2114X | 11.843.121.414 | Vòi phun1.4 130A |
| K11716 | S2116X | 11.843.121.416 | Vòi phun1.6 160A |
| K11014 | S2514X | 11.843.111.614 | Vòi phun1.4 120A |
| K11016 | S2516X | 11.843.111.616 | Vòi phun1.6 140A |
| K11018 | S2518X | 11.843.111.618 | Vòi phun1.8 160A |
| K0102 | S002Y | 11.843.021.320-AG | Cathode, Ag |
| K0112 | S012X | 11.843.121.310-AG | Cathode, Ag |
| K0122 | S042 | 11.842.411.510 | Cathode, HiFinox® (i) |
| K0132 | S052 | 11.842.511.510 | Cathode, FineF Focus® (i) |
| K91231 | S901 | 11.842.401.152 | Ống làm mát |
Hỗ trợ kỹ thuật:
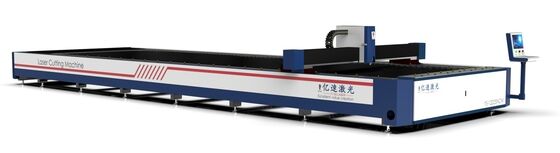
Các yếu tố chính dẫn đến lãng phí nghiêm trọng thép và vật tư
1. Không thể đạt được chế độ cắt tự động: Hệ thống CNC không có quy trình cắt tự động và cơ sở dữ liệu thông số cắt, công nhân cắt chỉ có thể nhờ kinh nghiệm và quan sát mắt, bằng cách điều chỉnh và kiểm soát thủ công, tốc độ cắt và tăng tốc và giảm tốc góc, Không thể đạt được tự động thủng và cắt tự động, hiệu quả sản xuất máy cắt CNC không thể đóng một vai trò hiệu quả.
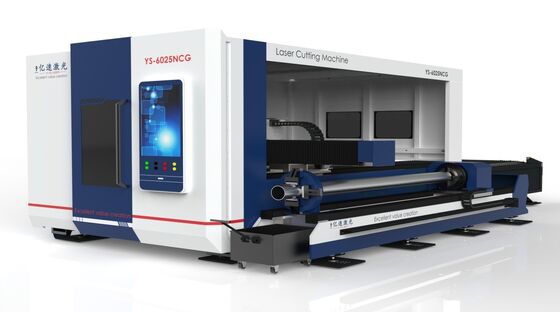
2. Nhiệt cắt đơn và biến dạng cắt: là từng bộ phận được gia nhiệt trước và một lần cắt, không sử dụng cạnh, mượn cạnh, bắc cầu cắt liên tục, cách cắt, không chỉ dễ bị biến dạng cắt nóng và thời gian thủng trước khi nung tiêu thụ hàng tiêu dùng, hiệu quả cắt thấp, có thể cắt chất thải nghiêm trọng.
3. Vấn đề chất lượng cắt: các bộ phận chì, chẳng hạn như vết sẹo đốt điểm cắt, đốt góc một phần, cắt bề mặt cắt quá mức, cắt biến dạng vòng tròn bộ phận hoặc không đóng, cắt phôi kích thước lớn xảy ra lỗi nghiêm trọng, biến dạng cắt như không đóng cửa của vấn đề chất lượng cắt nghiêm trọng.