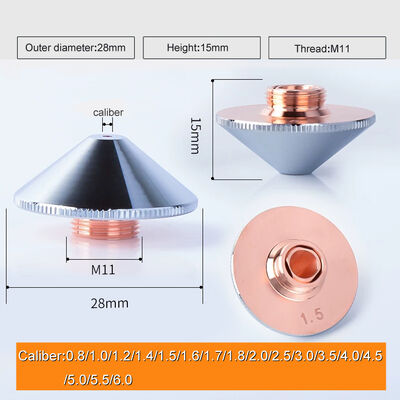
Nắp vòi Kjellberg .11.836.901.163 T3030 Dành cho phụ kiện Kjellberg FineF Focus Chúng tôi có thể cung cấp cho bạn tất cả các vật tư tiêu hao plasma cho hyptertherm, Kjellberg, Esab, Koike, Komatsu, Thermadyne, như: điện cực, vòi phun, khiên, vòng xoáy, nắp trong, nắp giữ, ống nước, thân đèn pin, v.v.
Máy cắt plasma Kjellberg: HiF Focus80i, HiF Focus100i, HiF Focus130i, HiF Focus160i, HiF Focus280i, HiF Focus360i, HiF Focus440i, v.v.
Máy Kjellberg: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80 , Fine Focus450, Fine Focus800, Fine Focus900, v.v.
Điện cực: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042, v.v.
Đầu phun: Vòi phun: Vòi phun , G, G, G G2514Y, G2516Y, G2518Y, G2725Y, G2727Y, G2729Y.
Công ty công nghệ hàn và cắt ZhouBo Thượng Hải có thể cung cấp cho bạn tất cả các vật tư plasma cho hyptertherm, Kjellberg, Esab, Koike, Komatsu, Thermadyne, như: điện cực, vòi phun, khiên, vòng xoáy, nắp trong, nắp giữ, ống nước Sớm.
| Máy móc | HEC SỐ | Thum NO. | Số tham chiếu | Sự miêu tả |
FineF Focus 800
FineF Focus 900
| K631730 | V4330 | 11.833.101.1550 | Swirl Gas Cap 3.0 |
| K631735 | V4335 | 11.833.101.155 | Swirl Gas Cap 3.5 |
| K631740 | V4340 | 11.833.101.156 | Swirl Gas Cap 4.0 |
| K631745 | V4345 | 11.833.101.157 | Nắp xoáy khí 4.5 |
| K631750 | V4350 | 11.833.101.158 | Swirl Gas Cap 5.0 |
| K631760 | V4360 | 11.833.101.159 | Nắp xoáy khí 6.0 |
| K631860 | V4560 | 11.833.111.159 | Nắp xoáy khí 6.0 |
| K42192 | Jig2 | 11.841.721.081 | Mũ bảo vệ Percut 370.2 |
| K42202 | T522 | 11.836.921.271 | Vòi phun khí Swirl PerCut 370.2® |
| K42201 | T521 | 11.836.901.271 | Vòi phun khí Swirl PB-S77® / PB-S80® |
| K521230 | T3030 | 11.836.901.163 | Vòi phun (12x1,5 30 ° cw) |
| K521245 | T3045 | 11.836.901.164 | Vòi phun (12x1,5 45 ° cw) |
| K521345 | T3145 | 11.836.901.1641 | Vòi phun (12x1,5 45 ° ccw) |
| K521260 | T3060 | 11.836.901.165 | Vòi phun (12x1,5 60 ° cw) |
| K521360 | T3160 | 11.836.901.1651 | Vòi phun (12x1,5 60 ° ccw) |
| K12715 | T2115Y | 11.846.921.415 | Vòi phun O2 120A |
| K12720 | T2120Y | 11.846.921.420 | Vòi phun O2 200A |
| K12725 | T2125Y | 11.846.921.425 | Vòi phun O2 250A |
| K2727 | T2127Y | 11.846.921.427 | Vòi phun O2 300A |
| K12730 | T2130Y | 11.846.921.430 | Vòi phun O2 360A |
| k11025 | T2525 | .11.836.911.625 | Vòi phun T2525 ArH2 280A 2.5mm |
| k11027 | T2527 | .11.836.911.627. | Vòi phun T2527 ArH2 360A 2.7mm |
| k1927 | T2427 | .11.846.911.627 | Vòi phun T2427 ArH2 360A 2.7mm |
| k1929 | T2429 | .11.846.911.629 | Vòi phun T2429 ArH2 440A 2.9mm |
| K7244 | T104 | 11.836.921.1542 | Vòng xoáy (3x0,4 cw) |
| K7241 | T101 | 11.836.921.153 | Vòng xoáy (6x0,8 cw) |
| K7251 | T11 | 11.836.921.1531 | Vòng xoáy (6x0,8 ccw) |
| K7242 | T102 | 11.836.921.154 | Vòng xoáy (3x0,8cw) |
| K7252 | T112 | 11.836.921.1541 | Vòng xoáy (3x0,6 ccw) |
| K0212 | T012Y | 11.844.921.300-AG | Điện cực bạc |
| K0102 | S002Y | 11.843.021.320-AG | Cathode, Ag |
| K0112 | S012X | 11.843.121.310-AG | Cathode, Ag |
| K0122 | S042 | 11.842.411.510 | Cathode, HiFinox® (i) |
| K0132 | S052 | 11.842.511.510 | Cathode, FineF Focus® (i) |
| K021 | T051 | | |
| K92211 | T901 | 11.844.901.152 | Ống làm mát |
| K93221 | V951 | 11.828.911.230 | Ống làm mát |
Hỗ trợ kỹ thuật:
Nguyên lý làm việc của máy cắt plasma và phạm vi cắt
Máy cắt plasma với khí nén là khí làm việc, hồ quang plasma có nhiệt độ cao và tốc độ cao là nguồn nhiệt, sẽ cắt sự nóng chảy cục bộ kim loại (và bay hơi), đồng thời luồng khí tốc độ cao sẽ có sự tan chảy kim loại thổi bay, tạo thành một khe hẹp. Máy cắt plasma có thể được sử dụng cho thép không gỉ, nhôm, đồng, gang, thép carbon và các vật liệu kim loại khác. Máy cắt plasma không chỉ cắt tốc độ, cắt hẹp, tạo rãnh, vùng chịu ảnh hưởng nhiệt nhỏ, biến dạng thấp của phôi, vận hành dễ dàng, mà còn có tác dụng tiết kiệm năng lượng đáng kể. Máy cắt plasma phù hợp với tất cả các loại máy móc, sản xuất kết cấu kim loại, lắp đặt và sửa chữa trong việc cắt tấm mỏng, mở, vá, cắt rãnh mở.
(1) dòng cắt của máy cắt plasma
Dòng điện có liên quan đến vật liệu và độ dày của mảnh cắt, và dòng cắt tăng khi tăng độ dày của mảnh cắt.
(2) tốc độ cắt
Tốc độ cắt phụ thuộc vào độ dày vật liệu, dòng cắt. Tốc độ cắt là tác động nghiêm trọng đến chất lượng vết mổ, tốc độ quá nhanh, hồ quang plasma làm chảy kim loại.
(3) chiều cao vòi phun
Từ chiều cao của vòi cắt và cấu trúc cắt, bề mặt kim loại 2-4mm.
(4) khí làm việc
Cho đến nay, quá trình cắt plasma phát triển, khí làm việc (khí là môi trường dẫn hồ quang plasma và đang mang nhiệt. Đồng thời, chúng ta nên loại trừ vết rạch trong kim loại nóng chảy) về đặc tính cắt hồ quang plasma và chất lượng và tốc độ cắt rõ ràng ảnh hưởng. Khí làm việc hồ quang plasma phổ biến là argon, hydro, nitơ, oxy, không khí, hơi nước và một số khí hỗn hợp.
(5) lưu lượng khí
Ảnh hưởng đến mức độ nén hồ quang và thổi ngoài tác dụng của kim loại nóng chảy, dòng chảy quá lớn, hồ quang và có xu hướng không ổn định, chảy qua nhỏ để thổi vào kim loại nóng chảy, và thậm chí đốt vòi phun dẫn điện.
Súng cắt:
1) máy phát plasma, vòi dẫn điện, điện cực dẫn, phân phối khí, gốm, vòi phun.
2) cắt hồ quang plasma khí bằng cách sử dụng khí nén làm khí cắt.
3) đặc điểm kỹ thuật lựa chọn bao gồm dòng cắt, tốc độ cắt, tốc độ dòng khí và các thông số.
Sự ổn định của máy cắt hồ quang plasma có ảnh hưởng trực tiếp đến chất lượng cắt. Hiện tượng hồ quang plasma không ổn định, sẽ dẫn đến vết thương không đều, và sự tích tụ của khối u và các khuyết tật khác, nhưng cũng dẫn đến tuổi thọ của các thành phần liên quan đến hệ thống điều khiển bị giảm, vòi phun, điện cực thay thế thường xuyên.