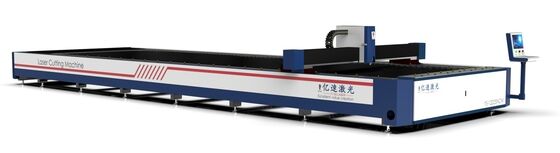
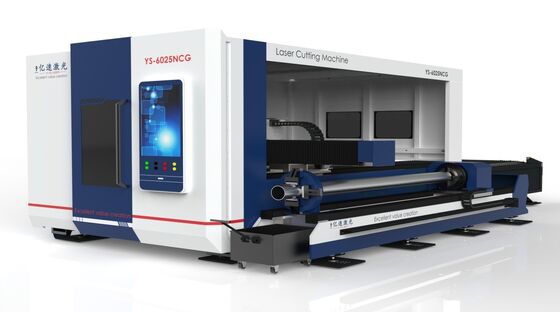
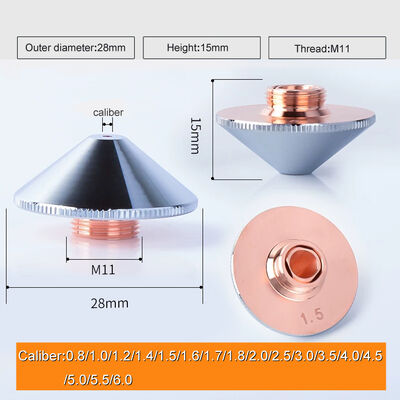
HT4400 Vòng xoắn 120792, Vòng xoắn máy cắt plasma, Vòng xoắn máy plasma
FAQ:
Q1: Tôi có thể có được một mẫu miễn phí để kiểm tra chất lượng?
A: Chắc chắn, chúng tôi có thể cung cấp các mẫu miễn phí nhưng bạn cần phải chịu chi phí nhanh bằng chính mình.
Q2: Tôi có đủ khả năng để trả phí vận chuyển không?
A: Vâng, bạn sẽ đủ khả năng thanh toán nhanh hoặc tài khoản của bạn là OK.
Q3: Tôi có thể thêm nhãn hiệu của mình trên sản phẩm của tôi không?
A: Vâng, chúng tôi cần giấy chứng nhận của bạn.

| Máy |
HEC NO. |
Đề nghị không. |
Mô tả |
|
HT4400
|
H04785 |
120785 |
Điện cực, oxy, 100Amp. |
| H04793 |
120793 |
Điện cực, oxy, 200Amp |
| H04802 |
120802 |
Điện cực, oxy, 300Amp |
| H04810 |
120810 |
Điện cực, oxy, 400Amp |
| H04855 |
120855 |
Điện cực, Nitơ, 200/400Amp |
| H74783 |
120783 |
Vòng xoáy, oxy, 100Amp. |
| H74784 |
120784 |
Swirl Ring, Oxy, 100Amp, CCW |
| H74791 |
120791 |
Vòng xoáy, oxy, 200Amp |
| H74792 |
120792 |
Swirl Ring, Oxy, 200Amp, CCW |
| H74913 |
120913 |
Vòng xoáy, oxy, 300Amp |
| H74914 |
120914 |
Vòng xoáy, oxy, 300Amp, CCW |
| H74939 |
120939 |
Vòng xoáy, oxy, 400Amp. |
| H74940 |
120940 |
Swirl Ring, Oxy, 400Amp, CCW |
| Các loại: |
120853 |
Vòng xoáy, nitơ, 200/400Amp |
| H14777 |
120777 |
Nóc, oxy, 100Amp. |
| H14778 |
120778 |
Nút, oxy, 100Amp, CCW |
| H14787 |
120787 |
Nút, oxy, 200Amp. |
| H14788 |
120788 |
Nút, oxy, 200Amp, CCW |
| H14794 |
120794 |
Nút, oxy 300/nitơ 200Amp |
| H14795 |
120795 |
Nút, oxy 300/nitơ 200Amp, CCW |
| H14934 |
120934 |
Nút, oxy, 400Amp. |
| H14935 |
120935 |
Nút, oxy, 400Amp, CCW |
| H14856 |
120856 |
Nút, Nitơ, 400Amp |
| H14857 |
120857 |
Nút, Nitơ, 400Amp, CCW |
| H44786 |
120786 |
Giới hạn giữ, 100/200/300/400Amp |
| H44907 |
120907 |
Giữ giới hạn 100/200/300/400Amp với HIS Tab |
| H44786 |
120786 |
Giới hạn giữ, 100/200/300/400Amp |
| H44984 |
120984 |
Giới hạn giữ trong nước 100/200/300/400Amp |
| H84651 |
120651 |
Cơ thể chính của ngọn đuốc |
| Các loại thuốc: |
120025 |
ống làm mát bằng nước |
| Các loại thuốc: |
044028 |
Vòng O |
|
HT 4001
|
H04285 |
020285 |
Điện cực,N2 |
| H04663 |
020663 |
Điện cực, oxy, 260Amp |
| H04630 |
120630 |
Điện cực, oxy, 340Amp |
| H74039 |
020039 |
Swirl Ring,N2,120/166/187 |
| H74040 |
020040 |
Vòng xoáy,N2 |
| H74623 |
020623 |
Vòng xoáy, oxy. |
| Các loại thuốc: |
120135 |
Vòng xoáy, oxy, 340Amp |
| H14281 |
020281 |
Mũ, N2 |
| H14282 |
020282 |
Mũ, N2 |
| H14283 |
020283 |
Mũ, N2 |
| H14284 |
020284 |
Mũ, N2 |
| H14086 |
020086 |
Nút, oxy. |
| H44580 |
020580 |
Mức giới hạn giữ,N2 |
| H44579 |
020579 |
Mức giới hạn giữ |
| H44185 |
120185 |
Nắp giữ Oxy, 50Amp |
Hỗ trợ kỹ thuật:
A
Vấn đề máy cắt plasma cần chú ý
Việc lựa chọn các thông số cắt của máy cắt plasma CNC rất quan trọng đối với chất lượng cắt, tốc độ cắt và hiệu quả.Việc sử dụng đúng máy plasma CNC để cắt nhanh chất lượng cao, các thông số quá trình cắt phải được hiểu sâu và làm chủ.
Đầu tiên, cắt dòng: nó là các thông số quan trọng nhất trong quá trình cắt, trực tiếp xác định độ dày cắt và tốc độ, đó là, khả năng cắt.một sự gia tăng năng lượng của cung, khả năng cắt, tốc độ cắt được tăng; 2, cắt hiện tại tăng, tăng đường kính của vòng cung xoắn biến động làm cho bề rộng vết rạch; 3,cắt đại sứ hiện tại đến vòi tăng tải nhiệt, các vòi phun bị tổn thương sớm, cắt chất lượng của sự suy giảm tự nhiên, thậm chí không thể cắt bình thường.Vì vậy, dòng cắt và vòi tương ứng nên được chọn theo độ dày của vật liệu trước khi cắt.
Thứ hai, tốc độ cắt: phạm vi tốc độ cắt tốt nhất theo thiết bị minh họa được chọn hoặc thử nghiệm để xác định, do độ dày của vật liệu, vật liệu khác nhau, điểm nóng chảy cao,dẫn nhiệt và nấu chảy, căng bề mặt và các yếu tố khác, tốc độ cắt cũng là một sự thay đổi tương ứng. hiệu suất chính: 1, tốc độ cắt có thể được cải thiện để cải thiện chất lượng cắt, đó là vết rạch hơi hẹp,bề mặt vết rạch mịn hơn, và có thể giảm biến dạng. 2, tốc độ cắt quá nhanh mà cắt dây chuyền năng lượng thấp hơn giá trị yêu cầu,cắt may trong máy bay phản lực không thể nhanh chóng tan chảy cắt ngay lập tức thổi và sự hình thành của lực cản lớn hơn3, khi tốc độ cắt quá thấp vì vết cắt là anode cung plasma,để duy trì sự ổn định của vòng cung, điểm anode hoặc vùng anode phải từ gần đây cắt kẽm cung được tìm thấy gần vị trí dẫn điện, đồng thời sẽ truyền nhiều nhiệt hơn đến một máy bay phản xạ, do đó làm cho vết rạch trở nên rộng,ở cả hai bên của các khe của vật liệu nóng chảy trong bộ viền dưới cùng tập hợp và đông máu4, khi tốc độ rất thấp vì vết cắt quá rộng,cung thậm chí sẽ đưa raCó thể thấy rằng chất lượng cắt tốt và tốc độ cắt không thể tách rời.