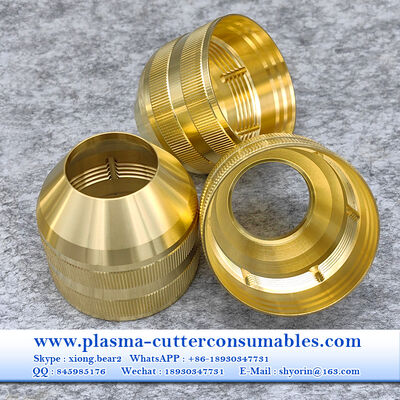
Nắp bảo vệ cho phụ kiện plasma Kjellberg HiFocus
Shanghai ZhouBo Welding & Cutting Technology là nhà sản xuất chuyên nghiệp các vật tư tiêu hao cho máy cắt plasma như điện cực, bép cắt, chụp gió, vòng xoáy, nắp trong, nắp giữ, ống nước, thân mỏ cắt, v.v. Chúng tôi có kinh nghiệm hàng chục năm xuất khẩu sang nhiều quốc gia và sản phẩm của chúng tôi rất cạnh tranh trên thế giới.
Công ty chúng tôi sản xuất:
1. Vật tư tiêu hao cho HT4400, HPR400XD, HPR260XD, HPR130XD, HPR260, HPR130, HSD130, HD3070, HD4070, HT2000, MAX200, POWERMAX1650, POWERMAX1250, POWERMAX65, POWERMAX85, POWERMAX45, POWERMAX30, v.v.
2. Vật tư tiêu hao Kjellberg cho HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i, v.v.
3. Vật tư tiêu hao Esab cho PT-25, PT-36, PT-37, PT-600, PT-15XL, PT-19XL, PT-31XL, v.v.

| Máy |
Mã HEC |
Mã Thum |
Mã Ref |
Mô tả |
|
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Thép Carbon)
|
K94211 |
G901Y |
.11.848.201.142 |
Ống làm mát |
| K94212 |
G902Y |
.11.852.201.142 |
Ống làm mát |
| K94241 |
G931Y |
.11.848.401.142 |
Ống làm mát |
| K0402 |
G002Y |
.11.848.221.300 |
Điện cực O2 |
| K0105 |
G015Y |
.11.848.231.350 |
Điện cực O2 |
| K0101 |
G011Y |
.11.848.231.320 |
Điện cực O2 |
| K0106 |
G016Y |
.11.848.231.360 |
Điện cực O2 |
| K0402 |
G092Y |
.11.848.401.310 |
Điện cực O2 |
| K7441 |
G101 |
.11.848.221.145 |
Ống dẫn khí |
| K1466 |
G2006 |
.11.848.221.406 |
Bép cắt O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
Bép cắt O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
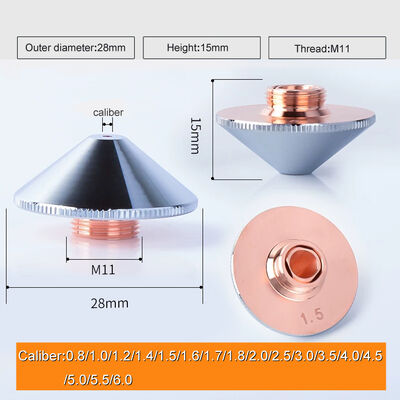
Nắp bép cắt |
| K641515 |
G4015 |
.11.848.201.1515 |
Nắp xoáy khí |
| K641220 |
G4020 |
.11.848.201.1520 |
Nắp xoáy khí |
| K44191 |
G501 |
.11.848.201.081 |
Nắp bảo vệ |
| K0403 |
G003Y |
.11.848.221.310 |
Điện cực -O2 |
| K7442 |
G102 |
.11.848.221.146 |
Ống dẫn khí |
| K1466 |
G2006Y |
.11.848.221.406 |
Bép cắt O2 |
| K1467 |
G2007Y |
.11.848.221.407 |
Bép cắt O2 |
| K1468 |
G2008Y |
.11.848.221.408 |
Bép cắt O2 50A |
| K14610 |
G2010Y |
.11.848.221.410 |
Bép cắt O2 80A |
| K14612 |
G2012Y |
.11.848.221.412 |
Bép cắt O2 120A |
| K14614 |
G2014Y |
.11.848.221.414 |
Bép cắt O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
Bép cắt O2 200A |
| K14826 |
G2326Y |
.11.848.221.426 |
Bép cắt |
| K14830 |
G2330Y |
.11.848.221.430 |
Bép cắt |
| K14831 |
G2331Y |
.11.848.221.431 |
Bép cắt |
| K11014 |
G2514 |
.11.848.311.614 |
Bép cắt |
| K11015 |
G2515 |
.11.848.311.615 |
Bép cắt |
| K11016 |
G2516 |
.11.848.311.616 |
Bép cắt |
| K11018 |
G2518 |
.11.848.311.618 |
Bép cắt |
| K11125 |
G2725 |
.11.848.411.625 |
Bép cắt |
| K11127 |
G2727 |
.11.848.411.627 |
Bép cắt |
| K11129 |
G2729 |
.11.848.411.629 |
Bép cắt |
| K541228 |
G3028 |
.11.848.201.1628 |
Nắp bép cắt |
| K641522 |
G4022 |
.11.848.201.1522 |
Nắp xoáy khí |
| K641525 |
G4025 |
.11.848.201.1525 |
Nắp xoáy khí |
| K641530 |
G4030 |
.11.848.201.1530 |
Nắp xoáy khí |
| K04242 |
G032Y |
.11.848.421.310 |
Điện cực O2 |
| K04244 |
G034Y |
.11.848.421.330 |
Điện cực O2 |
| K74251 |
G121 |
.11.848.421.145 |
Ống dẫn khí |
| K14826 |
G2326Y |
.11.848.421.426 |
Bép cắt O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
Bép cắt O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
Bép cắt -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
Nắp bép cắt |
| K541419 |
G3219 |
.11.848.401.1619 |
Nắp bép cắt |
| K541429 |
G3229 |
.11.848.401.1629 |
Nắp bép cắt |
| K641745 |
G4345 |
.11.848.401.1545 |
Nắp xoáy khí |
| K641750 |
G4350 |
.11.848.401.1550 |
Nắp xoáy khí |
| K641755 |
G4355 |
.11.848.401.1555 |
Nắp xoáy khí |
| K44201 |
G521 |
.11.848.401.081 |
Nắp bảo vệ |
| K94211 |
G901Y |
.11.848.201.142 |
Ống nước |
| K94212 |
G902Y |
.11.852.201.142 |
Ống nước |
| K94241 |
G931Y |
.11.848.401.142 |
Ống nước |
Hỗ trợ kỹ thuật:
Các biện pháp chống nhiễu cho máy công cụ
Thiết bị CNC và bộ servo của hệ thống cắt plasma NC là cốt lõi của hệ thống, nguồn điện là đường chính để nhiễu xâm nhập. Nhiễu từ nguồn điện chủ yếu do trở kháng của đường dây nguồn gây ra, tất cả các loại thiết bị điện công suất lớn là nguồn gây nhiễu chính.
3.1 đường dây nguồn sử dụng dây bọc chống nhiễu
Đường dây nguồn của hệ thống cắt plasma NC. Đường dây âm cực của mỏ cắt và đường dây hồ quang plasma / hồ quang được treo trên giá đỡ trượt, tương đương với việc đi song song hàng chục mét với đường dây điều khiển hồ quang, đường dây âm cực của mỏ cắt từ nguồn điện plasma, dòng điện DC của cực âm mỏ cắt là 100 ampe. Nó tạo ra trường điện từ và tín hiệu tần số cao của hồ quang tần số cao bằng cách ghép nối sẽ gây ra nhiễu điện từ cho thiết bị CNC và bộ servo.
Sử dụng cáp bọc chống nhiễu bằng đồng và nhôm, lớp bọc có thể triệt tiêu hiệu quả nhiễu điện từ tần số cao, nối đất có thể ức chế sự thay đổi của trường cảm ứng tĩnh điện của dây lõi.
Sử dụng bộ lọc nguồn 3.2
Bộ lọc nguồn là một thành phần không thể thiếu trong việc chống nhiễu, có khả năng triệt tiêu nhiễu tốt ở cả dải tần số cao và tần số thấp. Khi sử dụng cần chú ý các vấn đề sau:
A) Bộ lọc nên được lắp đặt trên bề mặt kim loại dẫn điện, hoặc luồn qua đất và mặt đất;
B) Vị trí lắp đặt bộ lọc nên càng gần đường dây nguồn tại điểm vào càng tốt;
C) Đầu vào và đầu ra của bộ lọc tốt nhất nên sử dụng dây bọc chống nhiễu hoặc dây xoắn đôi;
D) Tránh sự ghép nối lẫn nhau giữa các đường dây đầu vào và đầu ra, tuyệt đối cấm bó chung đường dây đầu vào và đầu ra với dây bọc chống nhiễu.