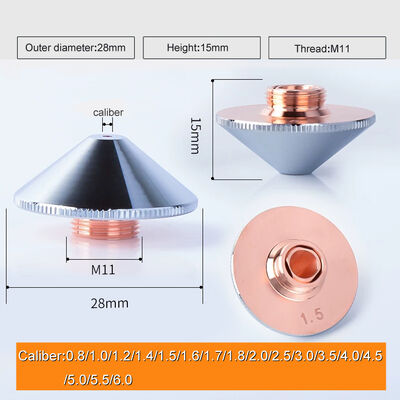
Kjellberg Nozzle.11.848.221.410 G2010 Đối với Kjellberg Plasma Cutter Nozzle
Máy cắt plasma Kjellberg:HiFocus80i, HiFocus100i, HiFocus130i, HiFocus160i, HiFocus280i, HiFocus360i, HiFocus440i vv
Máy Kjellberg: PA-S20W, PA-S25W, PA-S40W, PA-S45W, PA-S70W, PA-S75, PB-S45W, PB-S47, PB-S75, PB-S76, PB-S77, PB-S80, Fine Focus450, Fine Focus800, Fine Focus900 vv
Điện cực: M002, M012, M001, M011, S002Y, S012X, T012Y, S042, S052, G002Y, G032Y, G092Y, G015Y, G071, G052, G042 v.v.
Môi: M2006, M2007, M2008, M2009, M2010, M2112, R2007, R2008, R2009, R2010, R2011, R2012, S2006X, S2007X, S2008X, S2009X, S2010X, S2011X, S2012X, S2014X, S2016X, S2514X, S2516X, S2518X, S012X,S2112X, S2114X, S2116X, T2115, T2120, T2125, T2127, T2130, T2523, T2525, T2427, T2429, G2006Y, G2207Y, G2008Y, G2009Y, G2010Y, G2011Y, G2012Y, G2014Y, G2016Y, G2326Y, G2330Y, G2331Y, G2514Y, G2516Y, G2518Y,G2725Y, G2727Y, G2729Y.
Công ty Công nghệ hàn và cắt ZhouBo của Thượng Hảicó thể cung cấp cho bạn tất cả các phụ kiện tiêu thụ plasma cho, Kjellberg, Esab, Koike, Komatsu, Thermadyne, chẳng hạn như: điện cực, vòi phun, lá chắn, vòng xoáy, nắp bên trong, nắp giữ, ống nước, thân đèn đuốc và như vậy.
| Máy |
HEC NO. |
Thum NO |
Đề nghị không. |
Mô tả |
|
Hifocus 280i
Hifocus 360i
Hifocus 440i
(Thép carbon)
|
K94211 |
G901Y |
.11.848.201.142 |
ống làm mát |
| K94212 |
G902Y |
.11.852.201.142 |
ống làm mát |
| K94241 |
G931Y |
.11.848.401.142 |
ống làm mát |
| K0402 |
G002Y |
.11.848.221.300 |
O2 cathode |
| K0105 |
G015Y |
.11.848.231.350 |
O2 cathode |
| K0101 |
G011Y |
.11.848.231.320 |
O2 cathode |
| K0106 |
G016Y |
.11.848.231.360 |
O2 cathode |
| K0402 |
G092Y |
.11.848.401.310 |
O2 cathode |
| K7441 |
G101 |
.11.848.221.145 |
Hướng dẫn khí |
| K1466 |
G2006 |
.11.848.221.406 |
Khẩu O2 25A |
| K1467 |
G2007 |
.11.848.221.407 |
Nóc O2 35A |
| K54124 |
G3004 |
.11.848.201.1604 |
Nắp vòi |
| K641515 |
G4015 |
.11.848.201.1515 |
Ốp khí xoay |
| K641220 |
G4020 |
.11.848.201.1520 |
Ốp khí xoay |
| K44191 |
G501 |
.11.848.201.081 |
Nắp bảo vệ |
| K0403 |
G003Y |
.11.848.221.310 |
Gathode -O2 |
| K7442 |
G102 |
.11.848.221.146 |
Hướng dẫn khí |
| K1468 |
G2008 |
.11.848.221.408 |
O2 50A |
| K14610 |
G2010 |
.11.848.221.410 |
Khẩu O2 80A |
| K14612 |
G2012 |
.11.848.221.412 |
O2 120A |
| K14614 |
G2014 |
.11.848.221.414 |
Khẩu O2 160A |
| K14616 |
G2016Y |
.11.848.221.416 |
Nấm O2 200A |
| K541228 |
G3028 |
.11.848.201.1628 |
Nắp vòi |
| K641522 |
G4022 |
.11.848.201.1522 |
Ốp khí xoay |
| K641525 |
G4025 |
.11.848.201.1525 |
Ốp khí xoay |
| K641530 |
G4030 |
.11.848.201.1530 |
Ốp khí xoay |
| K04242 |
G032Y |
.11.848.421.310 |
O2 cathode |
| K04244 |
G034Y |
.11.848.421.330 |
O2 cathode |
| K74251 |
G121 |
.11.848.421.145 |
Hướng dẫn khí |
| K14826 |
G2326Y |
.11.848.421.426 |
Nấm O2 280A |
| K14830 |
G2330Y |
.11.848.421.430 |
Nấm O2 360A |
| K14831 |
G2331Y |
.11.848.421.431 |
Nổ -O2-400A |
| K541409 |
G3209 |
.11.848.401.1609 |
Nắp vòi |
| K541419 |
G3219 |
.11.848.401.1619 |
Nắp vòi |
| K541429 |
G3229 |
.11.848.401.1629 |
Nắp vòi |
| K641745 |
G4345 |
.11.848.401.1545 |
Ốp khí xoay |
| K641750 |
G4350 |
.11.848.401.1550 |
Ốp khí xoay |
| K641755 |
G4355 |
.11.848.401.1555 |
Ốp khí xoay |
Hỗ trợ kỹ thuật:
Các yếu tố chính dẫn đến lãng phí thép và vật liệu nghiêm trọng
Máy cắt bốc lửa và plasma CNC ở đầu một số lượng lớn các doanh nghiệp công nghiệp,Các nhà sản xuất máy cắt CNC trong sản xuất thiết kế máy công cụ CNC và mức độ sản xuất dần trưởng thành và ổn địnhNhưng trong cấu trúc phần cứng máy cắt CNC và mức độ sản xuất của cùng hoặc tương tự hoàn cảnh, do thiếu công nghệ phần mềm cắt NC,NC máy cắt trong sử dụng là phổ biến trong quá trình cắt hiệu quả sản xuất là thấp, các chất thải thép và vật liệu là những vấn đề nghiêm trọng, hiệu suất cụ thể trong các khía cạnh sau:
1. Hệ thống điều khiển số không ổn định: người dùng trong việc mua máy cắt CNC lựa chọn hệ thống CNC, mù quáng theo đuổi máy tính dân sự cấu hình cao, lựa chọn hệ thống cửa sổ,CPU tần số cao và ổ cứng, bỏ qua sự ổn định của hệ thống điều khiển số được sử dụng trong ngành công nghiệp.Hệ thống CNC quá nóng nhiệt nội bộ, dẫn đến hệ thống CNC và máy cắt không hoạt động, phải sử dụng hệ thống điều khiển số để làm mát quạt công nghiệp.và quạt là dễ dàng để mặc và xé, thời gian sử dụng hạn chế, dễ dàng dẫn đến CPU và motherboard thiệt hại, đĩa cứng rung động thiệt hại cho các bài hát và virus truyền nhiễm sẽ gây ra sự không ổn định của hệ thống NC,dẫn đến cắt giảm sản xuất trì trệ.
2. không sử dụng phần mềm lồng: trong việc mua máy cắt CNC không mua phần mềm tối ưu hóa lồng, chỉ sử dụng phần mềm CAD và phần mềm chuyển đổi NC,bản vẽ và file cắt NC, hoặc được gọi là hệ thống NC trong thư viện bộ phận, trong hệ thống NC của DXF hoặc NC tập tin thủ công quá trình lồng, cắt cục bộ,Máy cắt CNC hầu hết thời gian trong một chờ lập trình lồng trong trạng thái không hoạt động, làm giảm đáng kể hiệu quả sản xuất máy cắt điều khiển số, cũng do cắt tấm thép địa phương, sản xuất một số lượng lớn các vật liệu dư thừa hoặc thép dư thừa,thép dẫn đến chất thải nghiêm trọng.