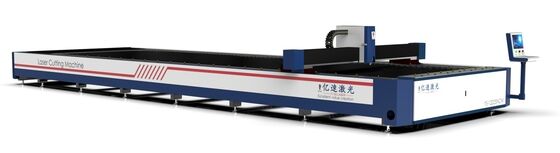
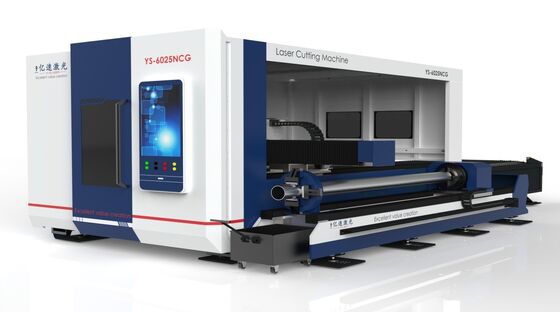
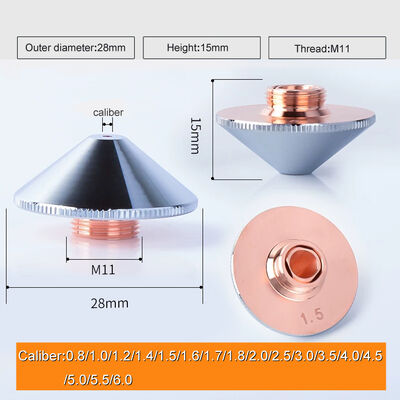
Komatsu Plasma Cutter Shield 969-95-24750 Dành cho Phụ kiện Máy cắt Plasma Komatsu Máy cắt plasma Koike siêu 400 phụ kiện, vật tư plasma. Phụ kiện cắt plasma Koike plasma super 400, phụ tùng đèn pin plasma Koike super 400. Vòi phun plasma Koike PK030068 2.3L, vòi cắt plasma PK030067 2.3R, vòi PK030062 2.5L, vòi PK030060 2.5R, vòi PK030063 3.0R, vòi PK030061 3.0L, điện cực Koike PK031027 Một loại, điện cực PK40008459 vòng R PK031204, vòng xoáy PK031205 L, Khiên PK031332, ống nước cắt plasma PK405152. nắp giữ plasma PK031336,
Máy cắt plasma Komatsu 30KW, phụ kiện 60KW, vật tư plasma. Phụ kiện cắt plasma Komatsu plasma 3082, 3084, 3086, phụ tùng đèn pin plasma Komatsu . Đầu cắt plasma Komatsu 969-95-24130 1.3mm, vòi cắt plasma 969-95-24180 1.1mm, vòi 969-95-24190 0.8mm , vòi 969-95-24770 0.6mm , vòi 969-95-24930 1.4mm , vòi 969-95-24920 1.6mm , điện cực Koike 969-95-24310 , điện cực 969-95-24910, Khiên 969-95-24340, Khiên 969-95-24750, Khiên 969-95-24810, Khiên 969-95-24950, Khiên 969-95-24960
Câu hỏi thường gặp:
Q1: Tôi có thể lấy mẫu miễn phí để kiểm tra chất lượng không?
Trả lời: Chắc chắn, chúng tôi có thể cung cấp các mẫu miễn phí nhưng bạn cần tự chịu chi phí rõ ràng.
Q2: Tôi có đủ khả năng trả phí vận chuyển không?
Trả lời: Có, bạn sẽ đủ khả năng trả phí nhanh hoặc tài khoản của bạn vẫn ổn.
Câu 3: Tôi có thể thêm nhãn hiệu của mình vào các sản phẩm của mình không?
A: Vâng, chúng tôi cần giấy chứng nhận ủy quyền của bạn.
| Máy móc | HEC SỐ | Số tham chiếu | Sự miêu tả |
| 30KW | L41470 | 969-95-24470 | Mũ ngoài |
| L21750 | 969-95-24750 | Mũ bảo vệ (<t6mm) |
| L21810 | 969-95-24810 | Mũ bảo vệ (> t6mm) |
| L31141 | 969-95-24141 | Nhẫn |
| L1130 | 969-95-24130 | Vòi phun 1.3mm |
| L1190 | 969-95-24180 | Vòi phun 1.1mm |
| L1180 | 969-95-24190 | Vòi phun 0,8mm |
| L11770 | 969-95-24770 | Vòi 0,6mm |
| L71320 | 969-95-24320 | Hướng dẫn A (Vòi phun 1,3,1,1mm) |
| L71780 | 969-95-24780 | Hướng dẫn B (Vòi phun 0.8,0.6mm) |
| L01310 | 969-95-24310 | Điện cực |
| L91410 | 969-95-24410 | Shim cho nắp ngoài |
| L91162 | 969-94-24162 | Trung tâm đường ống |
| L91163 | 969-94-24163 | Trung tâm đường ống |
| L81311 | 969-94-24311 | Bộ dụng cụ cơ thể |
| L81312 | 969-94-24312 | Bộ dụng cụ cơ thể |
| L90990 | 969-95-10990 | Nước làm mát |
| L01910 | 969-95-24910 | Điện cực |
| L11920 | 969-95-24920 | Vòi phun 1.6 |
| L11930 | 969-95-24930 | Vòi phun 1.4 |
| L21950 | 969-95-24950 | Khiên Mũ 1.6 |
| L21960 | 969-95-24960 | Khiên mũ 1.4 |
| | | |
Hỗ trợ kỹ thuật:
Các vấn đề thường gặp trong ứng dụng của máy cắt plasma
Độ ổn định hồ quang điện cắt ảnh hưởng trực tiếp đến chất lượng cắt, hiện tượng không ổn định hồ quang plasma, dẫn đến vết mổ không đồng đều, sản phẩm bị khuyết tật khối u ác tính, cũng có thể dẫn đến giảm hệ thống điều khiển của tuổi thọ linh kiện liên quan, thay thế vòi phun và điện cực thường xuyên. Theo quan điểm của hiện tượng này, phân tích và đề xuất giải pháp.
1 áp thấp
"Máy cắt plasma hoạt động, chẳng hạn như áp suất làm việc thấp hơn áp suất yêu cầu, nghĩa là làm suy yếu tốc độ phản lực plasma hồ quang, đầu vào của luồng không khí nhỏ hơn giá trị quy định, dạng năng lượng cao và tốc độ cao của hồ quang plasma, gây ra Chất lượng vết mổ kém, cắt xuyên, khối u của hiện tượng sản phẩm. Áp lực không đủ của các lý do là: đầu vào máy nén khí, máy cắt, điều hòa không khí điện áp thấp, dầu van điện từ, đường dẫn khí bị tắc nghẽn, v.v.
"Giải pháp là, trước khi sử dụng để quan sát màn hình áp suất đầu ra của máy nén khí, nếu không đáp ứng yêu cầu, hãy điều chỉnh áp suất hoặc bảo trì máy nén khí. Nếu áp suất đầu vào đạt yêu cầu, nên điều chỉnh đúng áp suất giảm áp của bộ lọc khí. Van, màn hình hiển thị có thể đáp ứng các yêu cầu cắt. Nếu không, hãy đối phó với van giảm áp lọc khí để bảo dưỡng định kỳ, đảm bảo không khí khô, không có dầu. Nếu đầu vào có thể gây ra chất lượng không khí kém, van điện từ dầu, mở van, van Cổng không được mở hoàn toàn. Ngoài ra, áp suất vòi phun quá thấp, cũng cần thay van điện từ, biến đoạn đường khí là do áp suất quá thấp, theo thông số kỹ thuật để thay thế khí quản.
2 áp suất cao
"Nếu áp suất không khí đầu vào vượt quá 0,45MPa, sau khi hình thành hồ quang plasma, luồng không khí lớn sẽ thổi cột hồ quang tập trung, năng lượng phân tán cột hồ quang, giảm cường độ cắt hồ quang plasma. Nguyên nhân là do áp suất quá cao , các lý do là: điều hòa không khí đầu vào không đúng, bộ điều chỉnh bộ lọc không khí quá cao hoặc lỗi van lọc không khí.
Giải pháp là kiểm tra xem áp suất của máy nén khí có được điều chỉnh đúng không, máy nén khí và van giảm áp lọc khí có bị rối loạn chức năng không. Sau khi khởi động, chẳng hạn như công tắc điều chỉnh van giảm áp của bộ lọc khí, đồng hồ đo không thay đổi, chỉ ra rằng lỗi van giảm áp của bộ lọc khí, cần phải được thay thế.
3 vòi cắt ngọn đuốc và điện cực
"Do việc lắp đặt vòi phun không đúng cách, chẳng hạn như các sợi không được thắt chặt, thiết bị của từng khối điều chỉnh không đúng, cần làm mát nước của mỏ hàn khi làm việc, không phù hợp với yêu cầu truyền vào dòng nước làm mát và hồ quang thường xuyên, sẽ gây ra sự thất bại sớm của vòi phun.
"Giải pháp là, theo yêu cầu của công nghệ cắt phôi và điều chỉnh chính xác thiết bị của thiết bị, kiểm tra vòi phun được lắp đặt chắc chắn, thông qua vòi phun nước làm mát nên được thực hiện trước khi tuần hoàn nước làm mát. cắt, cắt mỏ hàn và điều chỉnh độ dày phôi theo khoảng cách phôi.
Điện áp xoay chiều 4 đầu vào quá thấp
Máy cắt plasma sử dụng trang web có cơ sở sử dụng năng lượng lớn, các thành phần mạch chính bên trong máy cắt, v.v., sẽ làm cho điện áp AC đầu vào quá thấp.
Giải pháp là kiểm tra xem có đủ công suất của máy cắt plasma truy cập vào lưới điện hay không, thông số kỹ thuật của đường dây điện có phù hợp với yêu cầu hay không. Vị trí lắp đặt máy cắt plasma, nên cách xa thiết bị điện lớn và thường có vị trí nhiễu điện. Việc sử dụng quy trình, để thường xuyên làm sạch bụi bẩn và các bộ phận của máy cắt bụi, kiểm tra hệ thống dây điện có bị lão hóa không ..
5 tiếp xúc kém với mặt đất
"Mặt đất là sự chuẩn bị thiết yếu trước khi cắt công việc a. Nếu không sử dụng công cụ nối đất đặc biệt, cách nhiệt bề mặt phôi và mặt đất nghiêm trọng lâu dài, sẽ gây ra tiếp xúc kém với mặt đất.
Nên sử dụng công cụ nối đất đặc biệt, và kiểm tra xem hiệu ứng cách nhiệt của mặt đất tiếp xúc với bề mặt phôi, tránh mặt đất bị lão hóa.
Máy phát điện 6 tia lửa không thể bị phá vỡ hồ quang
Máy cắt plasma, trước hết để đốt cháy hồ quang plasma, bằng khí kích thích dao động tần số cao giữa điện cực và thành trong của vòi phun, dẫn đến phóng điện tần số cao, ion hóa khí và hình thành hồ quang nhỏ cục bộ, hồ quang nhỏ bằng khí nén, đẩy ra từ vòi để đốt cháy hồ quang plasma. Đây là nhiệm vụ chính tạo ra tia lửa. Trong trường hợp bình thường, thời gian làm việc của máy phát tia lửa là 0,5 ~ 1 giây, lý do không tự động phá vỡ hồ quang nói chung là bù các thành phần bảng mạch điều khiển, khe hở điện cực của máy phát tia lửa là không đúng.
Phải luôn luôn kiểm tra điện cực phóng điện của máy phát tia lửa, làm cho bề mặt nhẵn, điều chỉnh kịp thời máy phát tia lửa điện cực phóng điện (0,8 ~ 1,2mm), cần phải thay bảng điều khiển.
7 cái khác
"Ngoài các lý do trên, tốc độ cắt quá chậm, cắt độ thẳng đứng của mỏ hàn và phôi, và người vận hành máy làm quen plasma, mức độ hoạt động và ảnh hưởng đến độ ổn định của hồ quang plasma, người dùng nên chú ý trong những khía cạnh này.